1 Gyártósori MES rendszerünk
1.1 Dokumentációkezelés
MES rendszerünk teljeskörűen kezeli a teljes gyártási dokumentációt. Alapját REG-Doc szoftverünk képezi, mely számos szervezetnél látja el a dokumentációkezelési feladatokat. Felépítéséből adódóan könnyen továbbfejleszthető, kiegészíthető az egyedi, speciális modulokkal, szolgáltatásokkal.
1.1.1 Gyártási utasítások
 A szoftver támogatja a gyártási utasítások összeállítását, menedzselését. Mivel a legtöbb gyártási utasítás ismétlődő modulokból – alapműveletekből – tevődik össze, rendszerünkben létrehozható egy alapművelet szótár, melyben leírható az alapművelet végrehajtása.
A szoftver támogatja a gyártási utasítások összeállítását, menedzselését. Mivel a legtöbb gyártási utasítás ismétlődő modulokból – alapműveletekből – tevődik össze, rendszerünkben létrehozható egy alapművelet szótár, melyben leírható az alapművelet végrehajtása.
A gyártási utasítást ezekből az alapműveletekből lehet felépíteni, jelentős munkát takarítva meg azáltal, hogy az ismétlődő, azonos folyamatokat nem kell újból és újból leírni.
A modulokhoz hozzá lehet rendelni az egységnyi átlagos gyártási időt, ez képezi majd a takt-time kimutatás és a teljesítmény értékelés alapját.
1.1.2 Minőségbiztosítás, minőségi tanúsítvány
A MES rendszer képes előállítani a szükséges minőségi bizonyítványokat, illetve egyéb tanúsítványokat. A rendszer bevezetésének része ezek elkészítése, testreszabása.
1.1.3 Reklamációkezelés
Nagy hangsúlyt fektetünk a reklamációkezelésre, mint a minőségbiztosítás egyik fontos elemére. A REG-MES szoftver a 8D szabványra épülő reklamációkezelési folyamatot támogat.
1.1.4 Intézkedések
A rendszer része az intézkedések, események kezelése, mely összhangban áll a reklamációkezelési folyamattal.
1.1.5 Teljeskörű dokumentációkezelés
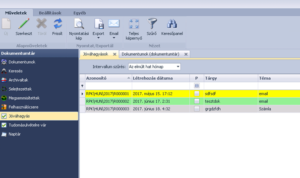 Mindezeken felül szoftverünk képes teljeskörűen kezelni valamennyi gyártási dokumentumot és folyamatot.
Mindezeken felül szoftverünk képes teljeskörűen kezelni valamennyi gyártási dokumentumot és folyamatot.
Ilyen például a dokumentáció készítés, elfogadás, bevezetés, változáskezelés, melynek során az elkészült dokumentumot, mint tervezetet véleményezésre lehet kiadni, majd pozitív elbíráslás után publikálni.
Természetesen az eljárás része a változáskezelés, hatályosítás, hatályon kívül helyezés.
1.2 Gyártósorok és munkaállomások definiálása
 A REG-MES rendszer lehetővé teszi a gyártósorok és azok munkaállomásainak dinamikus definiálását. Megadható hány sorral dolgozik az üzem és egy-egy sor hány munkaállomásból áll. Meghatározható, hogy melyik munkaállomás aktív/passzív, illetve milyen szerepet lát el, pl. összeszerelő, mérő, stb.
A REG-MES rendszer lehetővé teszi a gyártósorok és azok munkaállomásainak dinamikus definiálását. Megadható hány sorral dolgozik az üzem és egy-egy sor hány munkaállomásból áll. Meghatározható, hogy melyik munkaállomás aktív/passzív, illetve milyen szerepet lát el, pl. összeszerelő, mérő, stb.
A gyártási utasítások ennek megfelelően rendelődnek a munkaállomásokhoz, így mindegyik dolgozó az ő munkaállomásának megfelelő gyártási utasítást látja a munkaállomás interaktív konzolján.
Ha egy munkaállomást a gyártás alatt ki kell venni a rendszerből – meghibásodás, a dolgozó akadályoztatása stb. miatt – a munkaállomások összevonhatóak, átrendezhetőek, amit automatikusan követ a munkaállomás konzolján az munkautasítások megjelenítése, valamint a teljesítmény mérés változása.
1.2.1 Munkacsoportok definiálása
A sorokhoz munkacsoportot lehet definálni a dolgozókból. A soron így nem csak az egyéni, de a csoport teljesítményt is lehet mérni, hiszen a „leggyengébb láncszem” fogja meghatározni a sor teljesítményét. Az információt felhasználva a sorvezető beavatkozhat a folyamatba, növelve a hatékonyságot. A munkacsoportok menet közben átalakíthatók, a rendszer leköveti a változásokat, figyelembe veszi azokat a dolgozói egyéni teljesítmény mérésekor.
1.3 Gyártási feladatok definiálása
A MES rendszert integráljuk az üzem ERP rendszerével, hogy onnan vehessük át a termelési rendeléseket. Ennek híján saját modulunkban is megoldható a termelési rendelések létrehozása.
A gyártási feladatoknál megadható a teljes darabszám, az elvárt teljesítmény.
1.4 Gyártás indítás, szüneteltetés, zárás, rework, átállási idő
 A sorvezető a prioritásnak megfelelően indíthatja a termelést. A munkaállomások ekkor felveszik a szükséges paramétereket, a munkaállomás konzolokon megjelennek a gyártási utasítások.
A sorvezető a prioritásnak megfelelően indíthatja a termelést. A munkaállomások ekkor felveszik a szükséges paramétereket, a munkaállomás konzolokon megjelennek a gyártási utasítások.
A gyártás természetesen szüneteltethető, mely lehet előre tervezett (ebédidő, stb.) vagy eseti. Ebben az esetben a gyártás folytatható, a teljesítménymérés a szünet előtti állapotról indul tovább.
A gyártás zárása lehet automatikus, ha a szükséges darabszámot legyártotta a sor, vagy manuális, bármely más ok által.
MES rendszerünk kezeli a rework folyamatot -ebben az esetben a jigek szabadon futnak, teljesítményt nem mérünk.
1.5 Munkaállomás konzol – gyártási utasítás, teljesítménymérés, hibakezelés
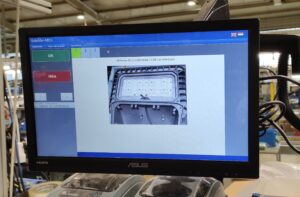 A munkaállomás konzolon megjelenítjük az adott munkaállomásra és termékre vonatkozó gyártási utasítást -összeszerelés, mérés stb.
A munkaállomás konzolon megjelenítjük az adott munkaállomásra és termékre vonatkozó gyártási utasítást -összeszerelés, mérés stb.
A dolgozó a konzolon tudja készre jelenteni feladatát, ekkor a jiget befogó mágnes old, a jig továbbítható a soron: a beérkezési idő óta eltelt idő lesz az aktuális takt-time, melyet összehasonlítunk a tervezettel, így kalkulálva az egyéni és csoport teljesítményt, a termelési folyamat állapotát: előrehaladást, vagy késést.
Ugyanígy jelenthető a hiba is, melyet rendszerünk azonnal megjelenít a sorvezető tabletjén vagy mobil eszközén. A hiba kategorizálható, vagy azonnal javítható, vagy ki kell venni a terméket rework-re.
1.6 Sorvezetői modul
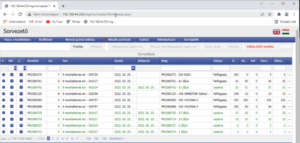 A sorvezető mobil eszközén követheti a hozzá tartozó sorok folyamatait.
A sorvezető mobil eszközén követheti a hozzá tartozó sorok folyamatait.
Ezen keresztül értesül az esetleges hibajelzésékről is, illetve a további olyan eseményekről, melyek az ő beavatkozását igénylik.
A mobil eszközök alkalmazása lehetővé teszi, hogy a sorvezető szabadon mozogjon a gyárban, de mindig értesüljön az esetleges problémákról, illetőleg monitorozhassa a sorokon futó termelés státuszát.
A modullal a teljes termelési folyamatot átlatja és szabályozhatja, eléri a sori, munkaállomási beállításokat is.
1.7 Sorvégi konzol
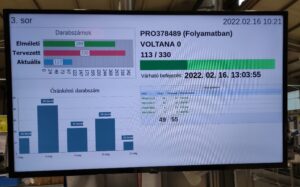
A sorok végén egy-egy konzol került elhelyezésre, mely vizuálisan jeleníti meg a termelés állapotát.
Szerepelnek rajta a gyártott termék adatai, a gyártandó darabszám, a gyártott darabszám és a elméleti előrehaladáshoz képest az aktuális állapot státusza: előrehaladás, vagy késés.
Az adatok automatikusan frissülnek, ha a gyártási folyamat adataiban változás áll be.
1.8 Üzemi konzol
Az üzemi konzol a sorvégi konzol adatait alkalmazva valamennyi sorra mutatja meg a termelés állapotát.
1.9 Vezetői információs rendszer
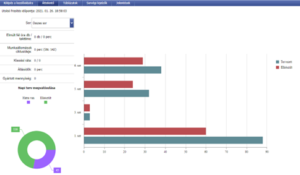 A REG-MES rendszer rendelkezik vezetői információs modullal, mely azonnali adatokat jelenít meg a vezetőség részére. Segítségével nyomon követhető a termelés állapota valamennyi sorra, illetve elemezhetőek a gyártási folyamatból érkező adatok.
A REG-MES rendszer rendelkezik vezetői információs modullal, mely azonnali adatokat jelenít meg a vezetőség részére. Segítségével nyomon követhető a termelés állapota valamennyi sorra, illetve elemezhetőek a gyártási folyamatból érkező adatok.
A megjelenő diagramok összetevőin él a „lefúrás” lehetőség, így az adatok felülről-lefelé elemezhetőek.
A vezetői információs rendszer testre szabjuk a megrendelő igényei alapján.
1.10 Reporting modul
A MES rendszer a beépített reportokon kívül rendelkezik egy end-user reporting modullal, melyben a felhasználó saját reportokat állíthat össze, menthet el és illeszthet – jogosultságokkal ellátva – a rendszer report könyvtárába.
1.11 Integráció ERP rendszerekkel
A REG-MES szoftvert integráljuk a megrendelő ERP rendszerével, hogy átvehetők legyenek a gyártási rendelések, illetve átadhatóak legyenek a termelési adatok.
2 Opcionális modulok
Rendszerünket számos opcionális modullal tudjuk kiegészíteni.
2.1 Gépteljesítmény, áramfelvétel mérése
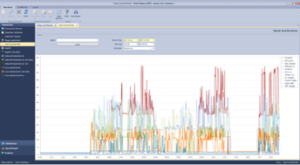 Egyedi fejlesztésű hardverünkkel mérni tudjuk a gyártó berendezések áramfelvételét, ezzel ki tudjuk mutatni a hasznos gépidőt, valamint gép és dolgozói teljesítményt tudunk számolni.
Egyedi fejlesztésű hardverünkkel mérni tudjuk a gyártó berendezések áramfelvételét, ezzel ki tudjuk mutatni a hasznos gépidőt, valamint gép és dolgozói teljesítményt tudunk számolni.
A gépek szabadon definiálhatók, ahogyan paramétereik is: mely intervallumot vegye működésnek a rendszer.
A folyamatos adatáramlást önálló ellenőrző program felügyeli, mely riaszt, ha az adatfolyam – a mérésfolytonosság – megszakad.
2.2 Mérőberendezés vezérlés
Illeszteni tudjuk a használt mérőberendezéseket. A gyártói interfész felhasználásával így közvetlenül rendszerünk felületéről lehet vezérleni a mérést, vizsgálatot, az adatokat pedig átveszi a MES rendszer. Ezekkel az adatokkal tudjuk kiállítani a minőségi tanúsítványt és az egyéb gyártási jegyzőkönyveket.
Valamennyi dokumentumot tárolja dokumentumkezelő modulunk, így egy esetleges reklamáció során visszakereshető mind a teljes gyártási folyamat: ki, mikor, milyen feladatot látott el, ki volt a vizsgáló, milyen eredménnyel zárult a bevizsgálás.
2.3 Mobil eszközök alkalmazása
 Rendszerünkhöz számos mobil eszközt alkalmazunk, a megrendelő igénye szerint.
Rendszerünkhöz számos mobil eszközt alkalmazunk, a megrendelő igénye szerint.
Preferáljuk a Motorola Symbol ipari adatgyűjtőit, de Android alapú mobiltelefonos alkalmazást is fejlesztettünk már a MES szoftverhez. Ez az applikáció valamennyi Android alapú eszközön használható.
A rugalmas munkavégzés eléréséhez webes alapú rendszerink tabletre is optimalizáltak.
2.4 Címkenyomtatás
A termékek azonosításához saját címkenyomtató modult fejlesztettük, A megrendelő igénye alapján elkészítjük az egyedi címkeformátumot, és integráljuk azt rendszerünkbe. Partnerünk az ország egyik legnagyobb vonalkód rendszerháza, így közreműködésükkel támogatni tudjuk bármely megrendelői igény kielégítését, mind beltéri, mind kültéri címkék alkalmazása esetén.
2.5 RFID alkalmazása
MES szoftverünk FRID alapú jig azonosítást alkalmaz a gyártósoron, ezzel biztosítva valamennyi jig egyedi azonosítását és a rajta lévő termék azonosítását a gyártási folyamat során, illetve a jig pozíciójának nyomonkövetését.
De megoldásunk alapja lehet bármely RFID alapú azonosító eljárásnak.